
Polymaker PolySonic PLA: Schneller Druck in hoher Qualität
In den letzten Jahren haben wir ziemlich drastische Veränderungen in der Geschwindigkeit des 3D-Drucks gesehen. Aber nicht viel wurde getan, um das Filament an die Spezifikationen von Hochgeschwindigkeits-Druckern anzupassen. Wir haben jetzt Drucker, die problemlos Druckbewegungen von über 500 mm/s ausführen können, und dennoch verwenden wir immer noch das herkömmliche PLA dafür. Das gewöhnliche PLA funktioniert jedoch nicht immer gut bei hoher Fließgeschwindigkeit.
Unser eigenes ecoPLA kann mit 500 mm/s problemlos drucken. Allerdings bedeutet 500 mm/s nicht immer 500 mm/s. Viele Drucker können mit 500 mm/s drucken, solange das Modell nicht zu komplex ist. Bei komplexen Modellen mit vielen Druckbewegungen oder steilen Formen begrenzt die Beschleunigungsfähigkeit des Druckers die maximale erreichbare Geschwindigkeit, um eine anständige Qualität zu gewährleisten.
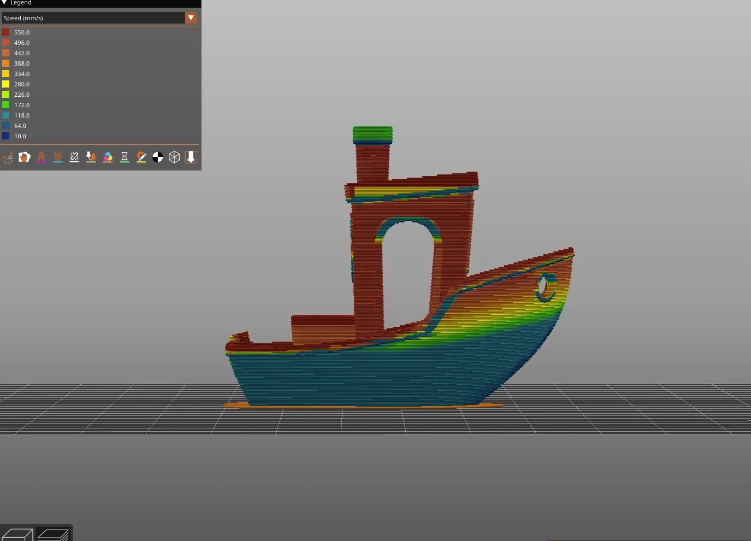
Schau dir mal dieses Bild an. Hier haben wir den klassischen Benchy mit einer maximalen Geschwindigkeit von 550 mm/s. Alles in Rot erfolgt in Höchstgeschwindigkeit, aber es gibt auch andere Geschwindigkeitswerte. Hier haben wir aus Qualitätsgründen die Geschwindigkeit begrenzt. Du wirst die blaue Farbe bemerken, die einen steilen Überhang am Bug darstellt. Überhänge sind Qualitätskiller, die Schichten werden hier nicht direkt über der vorherigen Schicht platziert, sondern in einem Winkel. Dadurch sind sie nicht vollständig stabil, und die Bauteilkühlung muss sie so schnell wie möglich verfestigen, da sie sich sonst ein wenig bewegen, wenn die nächste Schicht kommt, was zu schlechter Qualität führt. Hier haben wir die Geschwindigkeit reduziert, damit die Bauteilkühlung dies angemessen erledigen kann.
Wenn dein Drucker die Geschwindigkeit begrenzt, weil er hohe Beschleunigungen nicht bewältigen kann, kann Ähnliches passieren, und enge Kurven werden als Erstes ihre Geschwindigkeit reduziert haben. Schau mal, was hohe Geschwindigkeit deinem geliebten Benchy antun kann:

Beide dieser Szenarien verursachen ein weiteres Problem. Je länger das Filament im Hotend verweilt (das heißt, wenn die Geschwindigkeiten niedriger sind), desto mehr Hitze kann es vom Heizblock aufnehmen. Während das in Bezug auf den Fluss eine gute Sache ist, führt es tatsächlich zu einem interessanten Effekt. Wärmeres Filament sieht glänzender aus, kühleres Filament wirkt matter. Und wenn diese Effekte sich kombinieren, kann dies zu einem gestreiften Effekt führen, den man als „Shark Skin“ beim fertigen Druck bezeichnen kann, und der nicht besonders gut aussieht. Im folgenden Bild kannst du sehen, was ich meine, eine Hälfte wurde mit 100 mm/s und die andere mit 500 mm/s gedruckt, eine ist glänzend und die andere matt, der Kontrast ist leicht zu erkennen.

Jetzt wissen wir also, dass hohe Geschwindigkeiten das Druckergebnis beeinflussen können, indem sie dem Filament nicht genügend Zeit zum Abkühlen geben und unschöne Artefakte entstehen, wenn hohe Geschwindigkeiten aufgrund der Geometrie des Modells einfach nicht möglich sind.
PLA im Allgemeinen ist kein leichtes Filament zum Abkühlen. Nicht viele Filamente haben dieses Problem. Seit 3D-Drucker in grauer Vorzeit begonnen haben, PLA zu verwenden, haben wir immer eine 100%ige Kühlung benötigt, im Gegensatz zu PETG, ABS, ASA und anderen, die höchstens 50 % Kühlung oder in einigen Fällen überhaupt keine Kühlung benötigen.
Die naheliegende Lösung ist ein besseres Kühlsystem. Da Hochgeschwindigkeitsdrucker zusätzliches Gewicht an ihren Bewegungskomponenten aber nicht mögen (im Falle zusätzlicher oder robusterer Lüfter), ist das nicht immer vorteilhaft. Einige Drucker haben jetzt Lüfter am Rahmen statt am Druckkopf, um das Gewicht zu reduzieren. Die Neptune 4-Serie hat Lüfter am Portal, das nur von den Z-Achsen-Motoren für Schichtwechsel und Z-Hops bewegt wird, andere Drucker wie Voron-Drucker können CPAP-Lüfter hinzufügen, das sind leistungsstarke Fernlüfter, die die Luft durch einen Schlauch zum Druckkopf leiten. Aber das sind immer noch Seltenheiten, die meisten Drucker haben immer noch Lüfter am Druckkopf. Selbst mit zusätzlicher Lüftung gibt es letztendlich eine Grenze dafür, wie effektiv sie sein können.
Und selbst wenn das Kühlproblem gelöst ist, können wir immer noch das Problem der variablen Vorschubgeschwindigkeiten haben, die den gestreiften Effekt auf einem gedruckten Teil verursachen.
Was können wir also noch tun? Wie wäre es mit modifiziertem Filament, das einfacher und effizienter gekühlt werden kann und bei dem sich die Farbtonänderung bei unterschiedlichen Vorschubgeschwindigkeiten nicht bemerkbar macht? Es scheint, wir haben jetzt so etwas.
Polymaker PolySonic PLA
Polymakers neues PolySonic PLA ist für einen hohen Fluss geeignet. Es kann bis zu 29 mm³/s drucken. Das bedeutet, wenn du mit einer 0,4 mm Düse druckst, kannst du Geschwindigkeiten von bis zu 500 mm/s erreichen, wenn du mit einer Schichthöhe von 0,14 mm oder weniger druckst. Wenn du hochwertiges Drucken bei hoher Geschwindigkeit möchtest, ist dieses Filament genau das Richtige für dich.
Erstens ist PolySonic ein Filament mit hohem Fluss. Es schmilzt schnell im Hotend, was genau das ist, was du für hohen Fluss benötigst. Das Filament sollte so schnell wie möglich schmelzen und seine Viskosität reduzieren, um den Drag zu minimieren, der deinen Schrittmotor ins Straucheln bringen und Schritte verlieren könnte. Andererseits kann es aufgrund seiner schnellen Hitzeaufnahme diese auch schneller ableiten, so dass die Kühlung effektiver ist. Es gibt zwar auch andere Hochdurchfluss-Filamente, aber PolySonic ist auf hohe Qualität bei hoher Geschwindigkeit ausgelegt und im Gegensatz zu diesen Filamenten kann es Shark Skin leicht beseitigen.
Wir haben es auf unserem Anycubic Kobra 2 Pro getestet, einem Drucker, der mit einer Beschleunigung von 20K bis zu 500 mm/s drucken kann, sehr beeindruckend, insbesondere in Bezug auf seinen Preis.
Wir wollten dieses Filament bis zum Äußersten bringen und konnten einen Benchy in recht ordentlicher Qualität in 13 Minuten drucken. Es sollte gesagt werden, dass wir dies wirklich ausgereizt haben, unsere Flussrate betrug 30 mm³/s, also waren wir knapp über dem Limit – siehe hier.
Wir haben auch einen abrupten Geschwindigkeitswechsel des Filaments getestet, um zu zeigen, wie gut es gegen Shark Skin vorgehen kann, und das ist das Ergebnis.

Wie zuvor, eine Hälfte ist 100 mm/s und die andere Hälfte ist 500 mm/s. Absolut keine Veränderung im Farbton, Shark Skin ist vollständig beseitigt.
Wir haben uns auch entschlossen, auf dem Kobra 2 Pro mit diesem Filament einen realistischeren Test durchzuführen, also haben wir den Benchy neu geslicet, um alle sichtbaren Artefakte des vorherigen Geschwindigkeitstests zu eliminieren. Der Druck war in 16 Minuten abgeschlossen, und wir haben das bekommen. Kein Shark Skin, gute Überhänge, gute Brücken, schöner gerader Schornstein, gar nicht schlecht. Wenn du die vollständige Druckansicht sehen möchtest, kannst du sie hier ansehen.
Für den Fall, dass du die gleichen Ergebnisse auf deinem Kobra 2 Pro erzielen möchtest, haben wir die vollständigen Einstellungen in der Tabelle unten für dich gesammelt.
Prusa Slicer Einstellungen für den Hochgeschwindigkeits-Benchy auf dem Kobra 2 Pro mit Polymaker PolySonic PLA:
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Passende Artikel
-

Anycubic Kobra 2 Pro
- 1,2 GHz Cortex-A7 Dual-Core Prozessor
- Dual Gear Direct Drive Extruder
- Duale Y- & Z-Achse
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- High-Speed Filament
- Schnelle Extrusionsrate
- Exzellente Schichthaftung
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- High-Speed Filament
- Schnelle Extrusionsrate
- Exzellente Schichthaftung
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- High-Speed Filament
- Schnelle Extrusionsrate
- Exzellente Schichthaftung
Aus unserem Magazin:
- YouTube Episode: The Snapmaker U1: An Affordable Toolchanger!
- YouTube Episode: How to Clean and Unclog Your Nozzle and Heatbreak Like a Pro!
- YouTube Episode: Anycubic Kobra 2 Pro Review
- Upper-range FDM 3D Drucker unter 1000 €! (2025 Edition)
- YouTube Episode: From Physical to Digital: Budget 3D Scanner Battle Royale!
-
Belgien: Kostenloser Standardversand ab € 54,90
-
Kostenloser
Rückversand -
Zustellung in 3 Werktagen.
Mehr als 11.150 Artikel
